






Rhosonics Control Strategy of Flotation
Leave a CommentPREMIUM: CONTROL STRATEGIES FOR FLOTATION
Introduction
Mineral processing plants are using advanced control systems to optimize their operations. Instrumentation is a key part of it, since those instruments obtain real-time data on the processes to be used in control loops. The instruments’ data can for example be used to control valves, pumps, the addition of reagents and to add dilution water to slurries to increase the stability and efficiency of the process.
In this whitepaper we will share more information about control strategies in the flotation circuit.
Why process control?
Plant operators would like to have a predictable operation without variations in the process, to keep the production rate at the desired level. However, this perfect situation is not realistic. In a real situation, there are a lot of disturbances in the process. For example, changes in the volumetric flow, ore types, particle sizes, and Rheology conditions. To be able to have good control over the process, you have to measure all the possible variables that you might have.

Struggles in flotation
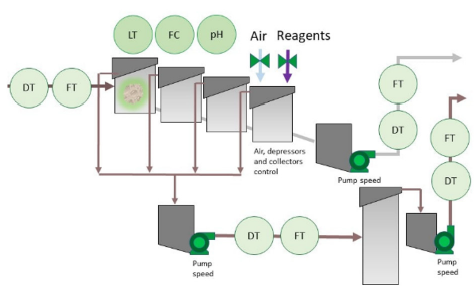
Flotation is known as a complex process that is affected by a lot of factors. These factors may be related to the circuit design and how the flotation plant is operated. Different process variables are affecting the circuit performance, for example, the particle size, slurry density, flow rates, level, pH/ added reagents, and air.
Instrumentation is used to collect data about these process variables at different places in the circuit. An example is measuring density and flow on the feed and output of the circuit, in this way the operator can monitor the tons of ore processed per hour.
The instrument data helps operators to make faster decisions and analyses over the process behavior in order to achieve high performance and efficiency of the plant. Typically, SCADA control systems are used to acquire variables and data from field devices. All collected data is sent to servers and converted into process information. The real-time information is visually available on displays in the site control room, so that process engineers and operators can take action over their operations.
Process control variables
Circuit load and mass pull
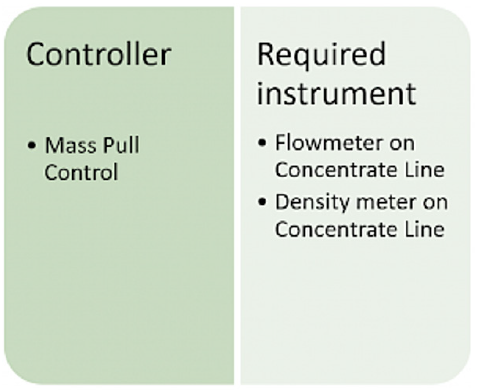
Flotation is about the recovery of valuable materials. The pulp density is in the hands of the operator to make the decision on having a maximum recovery or losing valuable materials to the tailings (waste). The mass pull rates and circulating loads are important parameters to monitor in the flotation circuit. It is well known that circuit performance (grade and recovery) is strongly affected by these parameters. By stabilizing circulating load and mass pull, it is possible to ensure consistent circuit performance. Flow meters and density meters are required to get control over the mass pull parameter.
Increasing volume and slurry rising or flooding events
If the mass pull control strategy is not well implemented, this could cause an overflowing pump box. For this reason, the pulp level is a very important variable and control parameter. The volume (of slurry) in the tank could increase in minutes when the slurry density or particle sizes are changing, affecting the efficiency of the collection process.
Level measurement is used to check for increases in volume in the tanks. Also, density combined with flow measurement in the feed of the flotation circuit can predict those level rising events in realtime. If the pulp density is not corrected in time, the amount of (valuable) material that can possibly be “lost” is huge. By adjusting the pulp density, particles are made available to be collected by the air. The goal is to recover desired particles and keep the stability in the circuit. Typically, process operators determine a density setpoint or “target density” for the feed of the flotation circuit.
Other parameters
The reagent dosing and air feed are other parameters that need to be controlled. Reagents and air are essential parameters for the recovery process, since both are used to collect the valuable material in the flotation cell and separate it from the tailings (gangue or unwanted material). We distinguish two kinds of reagents, depressors, and collectors. The supply line of those reagents is usually monitored by Coriolis mass flow meters.
At the same time, pH is usually measured and controlled in the flotation cell. Chemicals need to be dosed efficiently to create a continuous froth flow into the concentrate launder. Efficient dosing can keep the recovery process running efficiently, since it ensures that valuable minerals are not lost to the tailings stream. In addition, froth cameras can be used to monitor the concentrated flow into the launder in real-time. These cameras are usually combined with an advanced process control system.
Conclusion
As discussed in this whitepaper, density measurement is important, for monitoring and improving efficiency in the flotation process. The density value can be a performance metric that is used to control and optimize the operation of separation equipment in the flotation circuit.
More information
Rhosonics has more than ten years of experience in using ultrasonic technology for non-nuclear density measurements. Our density meters are used in different applications in mineral processing plants, such as the cyclone feed, flotation feed and the thickening process.
Please contact us if you want to learn more about density measurement in a non-nuclear way. Our team is ready to help more.
Credits: https://rhosonics.com/insight/whitepapers/premium-control-strategies-for-flotation/
